Про те, як просвердлити отвір круглої форми, знає практично кожен, а про свердло для квадратних отворів відомо далеко не всім. Тим часом просвердлити отвір квадратної форми можна як у виробах з м'якої деревини, так і більш твердих металевих деталях. Для вирішення такого завдання використовуються спеціальні інструменти та пристрої, принцип дії яких заснований на властивостях найпростіших геометричних фігур.
Принципи дії та конструкція
Для того, щоб просвердлити квадратний отвір, зазвичай використовують свердло Уаттса, в основу конструкції якого покладено таку геометричну фігуру, як трикутник Рело. Одна з найважливіших особливостей такої фігури, що є область перетину трьох рівних кіл, полягає в наступному: якщо до такого трикутника провести пару паралельних опорних прямих, то відстань між ними завжди буде постійною. Таким чином, якщо рухати центр трикутника Рело по траєкторії, що описується чотирма еліпсоїдними дугами, його вершини викреслюватимуть практично ідеальний квадрат, у якого будуть лише трохи заокруглені вершини.

Унікальні властивості трикутника Рело дозволили створити свердла для квадратних отворів. Особливістю використання такого інструменту є те, що вісь його обертання повинна не залишатися на місці, а переміщатися вищеописаною траєкторією. Звичайно, цьому переміщенню не повинен перешкоджати патрон обладнання. При використанні такого свердла та відповідного оснащення квадратний отвір виходить з ідеально рівними та паралельними сторонами, але з трохи округленими кутами. Площа таких необроблених інструментом куточків становить лише 2% площі всього квадрата.
Виготовлення пристрою для свердління квадратних отворів
Використовуючи свердла Уаттса, що працюють за принципом трикутника Рело, можна виконувати свердління квадратних отворів у металевих заготовках навіть на звичайному верстаті, не обладнаному спеціальними насадками. Для того, щоб створити квадратний отвір у дерев'яній деталі, можна використовувати і звичайний дриль, але для цього його необхідно оснастити додатковими пристроями.
Виготовити нескладний пристрій, що дозволяє просвердлити квадратні отвори в дерев'яних заготовках, можна за рекомендаціями.
- Для початку, використовуючи лист фанери або дерев'яну дошку невеликої товщини, необхідно зробити сам трикутник Рело, геометричні параметри якого повинні відповідати діаметру свердла Уаттса.
- Свердло треба жорстко зафіксувати на поверхні виготовленого трикутника.
- Щоб трикутник Рело і закріплене на ньому свердло переміщалися необхідною траєкторією, необхідно виготовити дерев'яну напрямну рамку. У внутрішній частині рамки слід вирізати квадрат із геометричними параметрами, що повністю відповідають розмірам отвору, який ви збираєтеся просвердлити.
- Рамка за допомогою спеціальної планки фіксується на дрилі, при цьому центр трикутника Рело, що поміщається в напрямну рамку, повинен збігатися з віссю обертання патрона електроінструменту.
- Для того щоб повідомити свердлу для виконання квадратного отвору крутний момент, але при цьому не створити обмежень для переміщення інструменту в поперечному напрямку хвостовик з'єднують з патроном дриля за допомогою передавального механізму, що працює за принципом карданного валу вантажного автомобіля.
- Дерев'яну заготовку, в якій необхідно просвердлити квадратний отвір, слід надійно зафіксувати, при цьому розташувати її так, щоб центр майбутнього отвору суворо збігався з віссю обертання свердла, що використовується для обробки.



Зібравши такий нескладний пристрій, надійно зафіксувавши всі елементи його конструкції та оброблювану заготовку, можна включати електричний дриль і починати процес свердління.
Як уже говорилося вище, просвердлений за допомогою такого пристрою квадратний отвір матиме абсолютно рівні та паралельно розташовані сторони, але його кутові ділянки будуть злегка закруглені. Вирішити проблему із закругленими кутами нескладно: можна доопрацювати їх за допомогою звичайного надфілю.
Слід мати на увазі, що використовують вищеописане пристосування, яке не відрізняється високою жорсткістю, для свердління отворів квадратної форми в дерев'яних заготовках невеликої товщини.

Свердло Уаттса і зроблений за його допомогою квадратний отвір у металевій заготовці.
У матеріалі будь-якої щільності під силу кожному. А як бути, якщо потрібний квадратний отвір? Багатьом здасться неправдоподібною можливість висвердлити квадрат у м'якій податливій деревині або деталі з міцного металу. Справляється з цим непростим завданням свердло Уатса.
Історія з геометрією
Майстри і сьогодні для отримання квадратного отвору просвердлюють круглу дірочку відповідного діаметра та спеціальними інструментами продовбують куточки. Набагато швидше та простіше виконати цю операцію можна «квадратним» свердлом Уаттса. Основою його конструкції є трикутник Рело - фігура, утворена перетином трьох однакових кіл. Радіуси цих кіл рівні стороні правильного трикутника, та його вершини є центрами кіл.
Фігура носить ім'я німецького вченого Франца Рело, тому що він першим детально досліджував властивості отриманого трикутника та застосовував їх у своїх винаходах. Проте геометрія трикутника Рело використовувалася у вигляді вікон при будівництві церкви Богоматері в Брюгге ще в XIII столітті. На початку XVI століття Леонардо Да Вінчі зобразив карту світу на чотирьох трикутниках Рело. Ця постать зустрічається в його манускриптах та Мадридському кодексі. У XVIII столітті трикутник із рівних дуг трьох кіл продемонстрував відомий математик Леонард Ейлер. У 1916 році англійський інженер Гаррі Уаттс, що працює в США, розробив і запатентував фрезу для квадратних отворів у «плаваючому» патроні.
Особливості свердла Уаттса
Унікальний винахід дозволяє одержувати отвори майже правильної форми: кути квадрата заокруглені невеликим радіусом. Необроблена площа квадратного отвору вбирається у 2%. Відмінною рисоюТрикутного свердла Уаттса є те, що при обертанні його центр описує дугоподібні еліпсоїдні криві, а не стоїть на місці як у традиційного спірального свердла. Вершини трикутника при такому русі викреслюють квадрат із паралельними ідеально. рівними сторонами. Патрон для такої фрези має оригінальну конструкцію, що не перешкоджає руху.
Будова свердла для квадратних отворів
При утворюється стружка, і фреза повинна мати канавки для її відведення. Профіль робочої частини свердла Уаттса є трикутником Рело з вирізаними з нього трьома половинками еліпсів.

Така конструкція з канавками для відведення стружок вирішує одночасно 3 завдання:
- Знижується інерція свердлу.
- Підвищується здатність свердла різати.
Зазвичай квадратні отвори робляться на токарних або фрезерних Свердло для квадратних отворів фіксується патроном верстата спеціальним перехідником. Для побутового використання квадратної фрези виробники пропонують накладні рамки, що з'єднуються з патроном карданної передачі та повідомляють різальний інструмент ексцентричні переміщення. Глибина отвору відповідає товщині рамки.
Сталь для свердла
Сьогодні якісні свердла, що працюють швидко та довго, виготовляються із високолегованих марок сталі. У своєму складі такі сплави містять більше 10% добавок, що легують, таких як вольфрам, хром, ванадій і молібден. Різне відсоткове співвідношення елементів та різноманітні методи загартування стали утворюють сплави, що розрізняються за рівнем твердості, в'язкості, опору навантаженню при ударі, вартості та інших характеристик.

Свердла по металу - найвигідніший витратний матеріал для електроустаткування з кількох причин:
- Вироби з металу найчастіше потребують отворів для скріплення: різьбового з'єднання, клепок та інших видів з'єднання.
- Свердла по металу можна використовувати і при роботі з більш м'якими матеріалами, наприклад, з деревною породою.
- Технологія виробництва цього типу виробів аналогічна принципам виробництва свердла для різних напрямків застосування.
У Росії та багатьох інших країнах найбільшим попитом користуються свердла з швидкорізальної сталі марки Р6М5, що має у складі вольфрам та молібден. Істотно підвищується міцність і ціна виробів при додаванні до сплаву кобальту або покриттям свердл охолоджуючим титан-нітридним напиленням.
для виробів з металу
Свердла по металу використовуються для виготовлення отворів у виробах з бронзи, чавуну, міді, сталі різних марок, металокераміки та інших матеріалів. Для свердління в'язкої сталі сталі застосовуються високоміцні вироби з додаванням кобальту. Працюючи стружка відводиться за двома поздовжнім канавкам. За формою хвостика такі інструменти поділяються на три типи:
- шестигранні,
- конічні,
- циліндричні.

Свердло по металу з конічним хвостовиком при використанні прямо вставляється в верстат. Для шестигранних та циліндричних хвостовиків необхідний спеціальний патрон.
Визначення якості за кольором
Якість свердла за будь-яким матеріалом визначається насамперед за його кольором:
- Чорний колір мають інструменти підвищеної зносостійкості, тому що на фінішній стадії виготовлення вони обробляються парою.
- Термічно оброблені вироби не мають внутрішньої напруги, відрізняються високою стійкістю до високим температурамі не деформуються під час роботи з твердосплавними сталями. Такі свердла мають трохи золотистий відтінок.
- Найякісніші та міцніші мають яскравий золотистий колір. Вони покриті нітридом титану, що зменшує тертя.
- Звичайні необроблені свердла сірого кольору мають мінімальний термін експлуатації та найнижчу ціну.
Розмірний ряд
Робочі розміри свердл металу представлені сучасними виробниками в широкому діапазоні. ГОСТом передбачається поділ таких виробів на типи відповідно до певних розмірів.

Свердла по металу поділяються на кілька категорій:
ГОСТи 4010-77, 886-77 та 10902-77 регламентують класифікацію свердел за довжиною та діаметром.
Як вибрати свердло для скла або кераміки
Професійні майстри у своїй колекції мають свердла для кожного матеріалу: цегли та бетону, металу та пластику, алмазне свердло по склу та кераміці. Скло - вкрай примхливий матеріал і вимагає застосування якісного та міцного свердлу. Скляні та керамічні поверхні піддаються обробці свердлами з алмазним напиленням на робочому кінці. Якість таких виробів визначається шляхом їх виготовлення. Найтонші та недорогі свердла виготовляються гальванічним методом. Більш міцні інструменти виробляються порошковим способом. Їх відрізняє довговічність та стабільність роботи. Відносно недорогі високоміцні свердла з підвищеною абразивністю виробляються сучасним вакуумним методом.

Щоб просвердлити отвір у скляній поверхні, необхідно мати добрі навички. Цей довгий і кропіткий процес проводиться плавно і повільно на максимальних обертах без натиску тільки алмазним свердлом, встановленим вертикально. Отвір необхідно постійно змочувати водою для охолодження. Ця дія швидше схожа на видряпування дірочки алмазними крупинками.
Якщо мати під рукою необхідні інструменти та свердла потрібного розміру, будь-які ремонтні роботи пройдуть швидко та якісно.
Про-стей-шая фігу-ра по-сто-ян-ної ши-ри-ни - по-мо-же нам у свер-лі-ні квад-рат-них від-вер-стий. Якщо рухати центр цього «трикутника» по якійсь тра-екторії, то його вершини викреслять майже квадрат, а сам він за-мете всю площу внутрі по-лу-чен-ної фігу-ри.
Гра-ні-ци по-лу-чен-ної фігу-ри, за ис-клю-че-ні-єм невеликих ку-соч-ків по кутах, бу-дуть стро-го пря-ми-ми ! І якщо про-дов-жити від-різ-ки, тим самим до-ба-вив уго-лоч-ки, то по-лу-чит-ся в точ-ності квад-рат.
Для того, щоб по-лу-чи-лося опи-сан-ное вище, центр трикут-ні-ка Ре-ло потрібно рухати по тра-ек-то-рии, яв- ля-ю-щою-ся склей-кою з че-ти-рех один-на-ко-вих дуг ел-ліп-сов. Цен-три ел-ліп-сов роз-по-ло-же-ни у вер-ши-нах квад-ра-ту, а по-лу-осі, по-вер-ну-ті на кут $45^\circ$ від-но-си-тель-но сторін квад-ра-ту, рівні $k\cdot(1+1/\sqrt3)/2$ і $k\cdot(1-1/\sqrt3)/ 2$, де $k$ - довжина на сто-ро-ни ви-чер-чи-ва-е-мо-го квад-ра-ту.
Кри-ві, скруг-ля-ю-щі кути, також яв-ля-ють-ся ду-га-ми ел-лип-сов з цен-тра-ми в кутах квад-ра-та , їх по-лу-осі по-вер-ну-ти на кут $45^\circ$ від-но-си-тель-но сторін квад-ра-ту і рівні $k\cdot(\sqrt3+ 1) / 2 $ і $ k \ cdot (1 / \ sqrt3-1) / 2 $.
Пло-щадь неза-ме-тен-них уго-лоч-ків складає всього око ло 2% від пло-ди всього квад-ра-ту!
Тепер, якщо зробити свердло у вигляді трикутника Рело, то можна буде свердлити квадратні відверстия з небагато -го скруг-лен-ни-ми кут-ка-ми, але аб-со-лют-но пря-ми-ми сто-ро-на-ми!
Залишилось зробити таке свердло… Скоріше, са-мо свердло зробити нескладно, потрібно тільки щоб воно на-по-мі-на-ло в се-че-нии трикутник Ре-ло, а ре-жу-щі кром-ки сов-па-да-ли з його вер-ши-на-ми.
Трудність за-клю-ча-ється в тому, що, як уже було від-ме-че-но ви-ше, тра-ек-то-рия цен-тра свер-ла долж-на зі -Сто-ять з че-ти-рех дуг ел-ліп-сов. Ві-зу-аль-но ця кри-ва дуже по-хо-жа на окружність і навіть ма-те-ма-ти-че-ски близька до неї, але все ж це не є оточ- ність. А всі екс-цен-три-ки (коло, по-са-жен-ний на коло дру-го-го ра-ді-у-са зі зміщеним центром), вико-зу-зу- е-міє в тех-ні-ці, да-ють рух стро-го по окружності.
У 1914 році ан-глій-ський інженер Гар-рі Джеймс Уаттс при-ду-ми-ва-є, як влаштувати таке сверд-лення. На поверхню він на-кла-ди-ва-є на-прав-ля-ю-ний шаб-лон з про-рі-зю у вигляді квад-ра-ту, в ко-торому хо-дить свер-ло, встав-лен-не в па-трон зі «сво-бод-но пла-ва-ю-щим у ньому свер-лом». Патент на такий патрон був виданий фірмі, який почав зготувати свердлів Уатт-са в 1916 році.
Дже-ро-ла-мо Кардан (1501 - 1576). Коли в 1541 році ім-пе-ра-тор Карл V три-ум-фаль-но увійшов у за-во-е-ван-ний Мі-лан, рек-тор кол-ле-гії вра -Чий Кар-да-но йшов поряд з бал-да-хі-ном. У відповідь на ока-зан-ну честь він запропонував забезпечувати королівський екіпаж підвіскою з двох валів, якість котрих не ви-ве-де ка-ре-ту з го-ри-зон-таль-но-го по-ло-же-ня […]. Спра-вед-ли-вость тре-бу-ет від-ме-тить, що ідея такої си-сте-ми вос-хо-дит до ан-тич-но-сти і що по край-ній ме-ре в «Ат-лан-ті-че-ському ко-дек-сі» Лео-нар-до да Він-чі має-ся ри-су-нок су-до-во-го ком-па-са з кар -даним під-ве-сом. Такі ком-па-си по-лу-чи-ли роз-про-стра-не-ня в першій по-ло-вині XVI століття, по-ві-ді-мо-му, без влі -я-ня Кар-да-но.
С. Г. Гін-ді-кін. Рас-ска-зи про фізи-ків і ма-те-ма-ті-ків.
Ми ж вос-поль-зу-ємо-ся іншою з-вест-ною кон-струк-ці-ей. При-кріпимо свер-ло жорстко до трикутника Ре-ло, поміщений у квадратну направляючу рамку . Са-ма рам-ка фік-сі-ру-є-ся на дре-лі. Залишилося тепер пе-ре-дати обертання па-тро-на дрі-ли трикутнику Ре-ло.
Проблем із утворенням круглих отворів у металі, як правило, не виникає. Сьогодні у продажу можна зустріти просто величезну кількість свердл, деякі можуть застосовуватися для утворення квадрата чи прямокутника. Для вирішення подібного завдання також використовуються спеціальні пристрої.
Свердло або фреза
Часто квадратні отвори одержують при застосуванні фрез. Подібний інструмент набув дуже широкого поширення, однак у деяких випадках квадратні отвори в металі простіше отримати при використанні свердл. Прикладом назвемо такі моменти:
- Робота проводиться рідко, тому необхідно знизити витрати на придбання спеціального інструменту. Фрези обходяться набагато дорожче.
- Невелика площа обробки. Геометрична форма поширених фрез визначає обмеження щодо їх мінімального розміру.
- Потрібно отримати наскрізний отвір у металі з великою товщиною.

Крім цього, фрези встановлюються в верстатах, які коштують дорого, але й для свердління звичайне обладнання не підійде. Це з тим, що свердло має пересуватися певною траєкторії.
Пристрій та принцип роботи
Свердло для квадратних отворів Уатса створене на основі форми трикутника Рело. Серед особливостей можна відзначити:
- Робоча частина свердла утворюються для формування області перетину трьох рівних кіл особливої форми.
- Якщо розташувати у трикутників робочої частини свердла кілька паралельних опорних прямих, відстань між ними буде однаковим.
- Під час роботи вісь свердла повинна переміщатися певною траєкторією, за рахунок чого і виходить квадрат або прямокутник.

Варто враховувати, що прямокутник або квадрат має трохи закруглені кути. Пристрої для свердління квадратних отворів Уаттса не повинно обмежувати пересування патрона зі свердлом, інакше одержати розглянуту форму не вийде. Принципи дії та конструкція обладнання, що рекомендується, дозволяють створити його своїми руками при використанні підручних матеріалів.
Альтернативні способи одержання квадратних отворів
Отримання радіусних дуг призводить до істотного зниження якості виробу. Саме тому часто розглядається можливість використання інших методів одержання квадратного отвору:
- Лазерні установки сьогодні набули широкого поширення. Вони можуть застосовуватися для обробки заданої траєкторії, при фокусуванні променя відбувається нагрівання металу, за рахунок чого утворюється необхідна поверхня.
- Метод штампування застосовується протягом тривалого періоду. Він передбачає використання спеціального обладнання, яке здатне надавати високий тискна листові та інші заготівлі. Недолік методу полягає в високої вартостіобладнання, а також у можливості одержання лише неглибоких виїмок.
- При застосуванні газового зварювання можна утворити прямокутну форму. Однак подібна технологія характеризується невисокою практичністю у застосуванні вироби низькоякісні.
У продажу зустрічаються спеціальні комплекти пробійників, які також можуть застосовуватися в даному випадку. Комплект представлений поєднанням наступних елементів:
- Втулка для спрямування пробійника.
- Спеціальний утримувач.
- Кільцевий обмежувач ходу.
- Матриця.

Для того щоб надати високе навантаження на робочий інструмент застосовується гідравлічний домкрат. Подібна технологія характеризується тим, що фігура, що отримується, має чисті і рівні грані, тобто додаткова механічна обробка для підвищення якості поверхонь не потрібна.
У деяких випадках необхідно одержати отвори у формі квадрата. Звичайні методи малопродуктивні і важкі. Найпримітивніший з них зводиться до попереднього висвердлювання отвору діаметром, рівним вписаного в квадрат кола, і поступового його продовбування. Потрібний інструмент, який зможе працювати без обертання інструментальної головки, а також спеціальний перехідник. Простіше скористатися так званим квадратним свердлом (свердлом Уаттса), або, точніше, фрезою.
Трохи історії з геометрією
Ще в XV столітті легендарний Леонардо да Вінчі, вивчаючи властивості геометричних постатей, звернув увагу на так звані геометричні об'єктиз рівною товщиною. Таких фігур є безліч, але найпростішою - крім кола - є трикутник, що округляє, який може бути утворений наступним чином. Викреслюється рівносторонній трикутник, кожен з кутів якого з'єднується дугою кола, проведеного з центру протилежного боку. Особливістю такого трикутника буде те, що всі його сторони матимуть постійну ширину, що дорівнює довжині сторони вихідного рівностороннього трикутника.
Практичну користь з цього факту отримав Л. Ейлер, який через три століття продемонстрував обертання такого округленого трикутника: спочатку навколо власної осі, а потім - з деяким ексцентриситетом, благо карданний механізм науці і техніці того часу був уже відомий.
Ще далі в практичному використанніданої постаті пішов німецький інженер Ф. Рело, який звернув увагу на те, що траєкторія кутів трикутника, що рухається, при певних способах його обертання дуже близька до квадрата. Лише у кутах квадрата зовнішня поверхня описує дугу, втім, невеликого радіуса. У сучасній технічній літературі такий трикутник називають трикутником Рело, хоча жодних кутів у цієї постаті практично немає.

Пройде ще кілька десятків років, і англієць Г. Уатс придумає пристосування, яким можна забезпечити гарантовану квадратну траєкторію для металорізального інструменту. Технічне рішення для свердла Уаттса було запатентовано у 1916 році, а за рік почалося серійне виробництво таких інструментів.

Свердло чи фреза?
Більшість технічної громадськості вважає, що таки фреза. Тим не менш, виробники наполегливо продовжують називати даний інструментсвердлом для квадратних отворів, свердлом Уатса або свердлом, профіль якого відповідає трикутнику Рело.
Що правильніше? Якщо звернутися до кінематики переміщення такого ріжучого інструменту (для наочності можна скористатися схемою, наведеною на рис. 1, то можна виявити, що знімання металу буде проводитися тільки бічною поверхнею, причому площин різання буде не одна, як у звичайного свердла, а чотири, що найбільш властиво фрез.
Однак одного обертового руху для отримання квадратного отвору недостатньо. Прості математичні обчислення (у цій статті не наводяться) показують: для того, щоб «свердло» для квадратного отвору виконувало свою функцію, воно має при роботі описувати не тільки основний рух обертання ріжучої кромки, а й рух свердла/фрези навколо деякої осі. Обидва рухи повинні проводитися у взаємно протилежних напрямках.
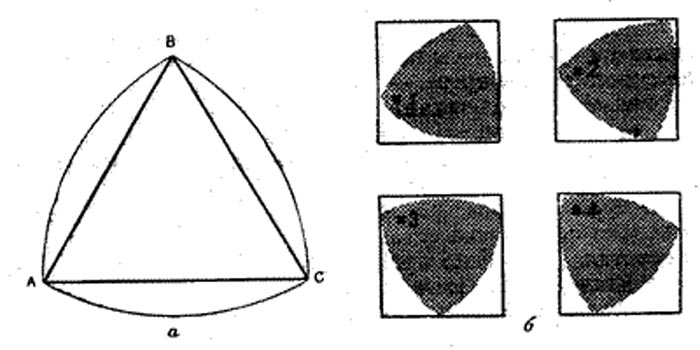
Рисунок 1 – Трикутник Рело: а) – побудова; б) послідовність обертання для одержання отвору квадратної форми.
Кутова швидкістьобох обертань визначається досить легко. Якщо параметр f прийняти частоту оборотів валу дриля (чи перфоратора), то коливальних обертань шпинделя навколо своєї осі достатня швидкість 0,625f. У цьому випадку вісь шпинделя як би затискається між робочим валом і приводним колесом, змушуючи свердло/фрезу коливатися в затискному пристосуванні з залишковою швидкістю
(1 - 0,625) f = 0,375f.
Більш точно результуючу швидкість обертання фрези можна встановити, користуючись технічними характеристикамидрилі/перфоратора, але ясно, що вона буде набагато нижчою за ту, на яку спочатку розрахований інструмент. Тому одержання квадратного отвору відбуватиметься із меншою продуктивністю.
Пристрій та принцип роботи
Безпосередньо застосувати фрезу/свердло для квадратних отворів з профілем трикутника Рело не можна - необхідні канавки для відведення стружки, що утворюється.
Тому профіль робочої частини інструменту являє собою вищеописану фігуру, з якої вирізано три напівеліпси. При цьому реалізуються три цілі: знижуються момент інерції свердла, навантаження на шпиндель, а також підвищується різальна здатність фрези.

Рисунок 2 – Фактичний профіль робочої частини інструменту
Конструкція інструменту така. Власне, робоча частина включає робочу поверхню, якою проводиться знімання металу і відводять стружку канавки. Виготовляється фреза-свердло для квадратних отворів із сталі У8 та загартовується до твердості HRC 52…56. За особливо важких умов експлуатації використовуються вироби з легованої сталі Х12 із твердістю HRC 56…60. При нормальній подачі СОЖ і через порівняно невеликі температури в зоні обробки стійкість інструменту - висока.
Більш складну конструкцію має шпиндель-перехідник. Він включає:
- Корпус.
- Зубчастий вінець.
- Посадкове місце під основний шпиндель (якщо інструмент встановлюється в інструментальній головці металорізального верстата, то перехідник має вигляд конуса Морзе).
- Привідна шестерня.
- Основний шпиндель.
- Шестерні зачеплення із зубчастим вінцем.
- Втулки, що гойдається.

Для побутових пристосувань виробники фрез/свердл для квадратних отворів пропонують накладні рамки, які з'єднуються карданною передачею з патроном, та повідомляють ексцентричні переміщення ріжучому інструменту. Товщина такої рамки визначає глибину отвору.
Для з'єднання пристрою з патроном верстата необхідний ще спеціальний перехідник. Він складається з:
- Корпуси.
- Плаваючого хвостовика.
- Кільця, що гойдається.
- Змінна втулка під патрони різних металообробних верстатів.
- Кріпильних гвинтів.
- Опорні кульки.
Для практичного застосування даного інструменту достатньо надати шпинделю основного обладнання подачу в необхідному напрямку. Для виготовлення квадратних отворів із застосуванням такого оснащення придатні фрезерні протяжні та токарні верстати.
Альтернативні способи одержання квадратних отворів
Недоліком свердл Уаттса вважається наявність радіусних дуг у кутах квадрата, що завжди прийнятно. Крім того, свердла для квадратних отворів, виготовлені з використанням трикутника Рело, не можуть проводити обробку заготовок великої товщини. У таких випадках можна використовувати електроерозійні/лазерні технології, а також, що простіше, застосувати зварювання або штампування.
Комплекти пробійників для квадратних отворів випускаються в асортименті поперечних розмірів до 70×70 мм у металі завтовшки до 12...16 мм. У комплект входять:
- Пуансоутримувач під пробійник.
- Направляюча втулка.
- Кільцевий обмежувач ходу.
- Матриця.
Для силового впливу на пробійник можна використовувати гідравлічний домкрат. Пробитий отвір вигідно відрізняється чистотою отриманих кромок, а також відсутністю задирок. Подібний інструмент, зокрема, виробляється торговою маркою Veritas (Канада).
За наявності в домашньому господарстві зварювального інвертора квадратний отвір сталевої деталі можна пропалити. З цією метою в заготівлі попередньо свердлиться (із запасом) круглий отвір, потім вставляється туди необхідних розмірів квадрат з графіту марок ЕЕГ або МПГ, після чого обварюється по контуру. Графіт виймається, а виробі залишається квадратний отвір. Його, за потреби, можна зачистити і прошліфувати.




 Яка літера ш тверда або м'яка")



















